緊接ASME Ⅷ-2的讀書筆記6����,今天繼續(xù)讀書筆記7.還是繼續(xù)第四章規(guī)則設(shè)計(jì)部分的筆記��;今天講焊接接頭的設(shè)計(jì)原則��,我只記錄我認(rèn)為有用的內(nèi)容!
4.2.1適用范圍:介紹了壓力容器施工中常用的焊接接頭��。如果按第五部分設(shè)計(jì)��,只要分析計(jì)算可以適當(dāng)修改�。也有類似的焊接接頭系數(shù)的概念
4.2.5 焊縫分類:焊縫分類及要求同ASME Ⅷ-1 UW-11~16�。帶墊板的B類焊縫除非容器不能進(jìn)人否則都要去除墊板;如果帶墊板的2型對接接頭疲勞分析時(shí)��,薄膜應(yīng)力乘2.0��,彎曲應(yīng)力乘2.5的應(yīng)力集中系數(shù)再評定�。
C類接頭:松式法蘭要保證和法蘭相焊的材料厚度不大于32 mm (1.25 in.)����。不符合ASME B16.5的松式法蘭����,只有設(shè)計(jì)屈服/抗拉≤0.625��,且非循環(huán)工況才可以使用�。帶勁平蓋和帶勁管板可以用鍛件和板材加工��,但WN法蘭不用使用平板加工�。
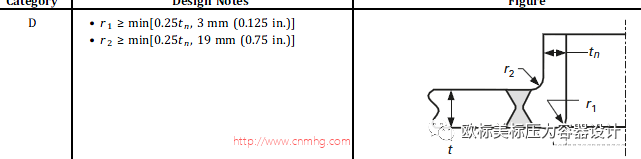
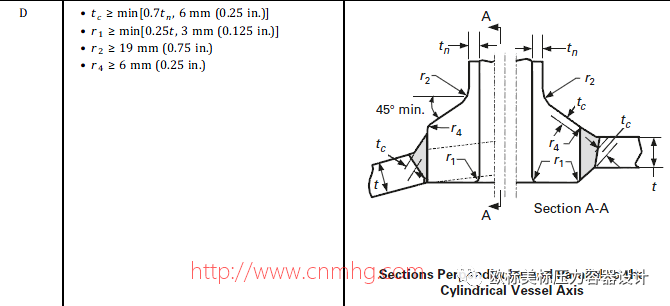
D類接頭:當(dāng)殼體厚度大于等于64 mm (2.5 in.)時(shí)開孔處要使用TYPE 1對接或全焊透的焊接接頭。安放式和內(nèi)平齊插入式接管要使用全焊透焊接接頭����。只有儀表口�,檢查孔等無外在載荷的管口在可以使用部分焊透的結(jié)構(gòu)����。
可以使用補(bǔ)強(qiáng)圈的條件(錐殼小端加強(qiáng)計(jì)算的接管除外):
1)接管、補(bǔ)強(qiáng)圈和殼體的材料符合表4.2.3所示的材料類型1和4(碳鋼����,低合金鋼,不銹鋼和特材)具體見下表��,P-No.見表QW/QB-422第IX卷(或II卷D篇)��。
(2)規(guī)定的接管����、補(bǔ)強(qiáng)圈和殼體材料的最小抗拉強(qiáng)度不超過550 MPa(80 ksi)。
(3) 接管����、補(bǔ)強(qiáng)圈和殼體材料的最小延伸率為12%為50mm(2in.)����。
(4)補(bǔ)強(qiáng)圈厚度不超過殼體壁厚的1.5倍�。
(5)補(bǔ)強(qiáng)圈的要求見5.5節(jié)�,即非整體結(jié)構(gòu)��,滿足循環(huán)使用�。
看著這個(gè)補(bǔ)強(qiáng)圈的適用范圍是不是有點(diǎn)熟悉 E類接頭:支座�,吊耳�,耳座等可以使用雙頭螺柱連接在殼體的內(nèi)壁或外壁����。
與主要受壓件連接的永久性結(jié)構(gòu)件的最小屈服強(qiáng)度與受壓件的屈服強(qiáng)度在±20%范圍內(nèi)��。例外情況SA-240/312/479的非硬化奧氏體不銹鋼的小載荷連接件可以焊接在SA-353��,533 CL.1/2或SA-645的受壓件上��。
Type 1和4的材料(碳鋼����,低合金鋼,不銹鋼和特材)的與受壓件相焊的焊縫要求:1)焊腳尺寸不超過13 mm (0.5 in.)的角焊縫,且距離總體結(jié)構(gòu)不連續(xù)的距離應(yīng)不小于SQRT(Rt)��;2)開坡口非全焊透的角焊縫��,受壓件不超過38 mm(1.5 in.)����;3)開坡口全焊透的焊縫每側(cè)都要加填角焊縫�;3)加強(qiáng)圈只有非循環(huán)工況操作時(shí)才可以使用間斷焊。其它高強(qiáng)鋼材料用的不多要求也更高一些��。
焊縫減弱系數(shù)Wr:全焊透對接或開破口的Wr=1.0��;開破口的部分焊透的Wr=0.75;僅填角焊縫Wr=0.5.
復(fù)合板復(fù)層和堆焊層上焊接附件的要求:附件可以直接焊在堆焊層表面����;復(fù)合板設(shè)備如果要在覆層上焊接附件需滿足:附件焊接的焊縫應(yīng)力不超過10%的覆層材料和附件材料的較小值;如果大于10%要直接焊接在基層上����。
4.2.5.7高強(qiáng)度鋼焊接接頭的特別限制—很少用不記錄��。
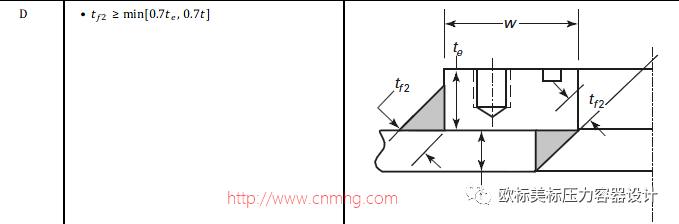
注意整體法蘭坡口和焊腳有個(gè)特殊的結(jié)構(gòu)��。
E類接頭:支座�,吊耳�,耳座等可以使用雙頭螺柱連接在殼體的內(nèi)壁或外壁����。
與主要受壓件連接的永久性結(jié)構(gòu)件的最小屈服強(qiáng)度與受壓件的屈服強(qiáng)度在±20%范圍內(nèi)��。例外情況SA-240/312/479的非硬化奧氏體不銹鋼的小載荷連接件可以焊接在SA-353��,533 CL.1/2或SA-645的受壓件上��。
Type 1和4的材料(碳鋼����,低合金鋼,不銹鋼和特材)的與受壓件相焊的焊縫要求:1)焊腳尺寸不超過13 mm (0.5 in.)的角焊縫,且距離總體結(jié)構(gòu)不連續(xù)的距離應(yīng)不小于SQRT(Rt)��;2)開坡口非全焊透的角焊縫��,受壓件不超過38 mm(1.5 in.)����;3)開坡口全焊透的焊縫每側(cè)都要加填角焊縫�;3)加強(qiáng)圈只有非循環(huán)工況操作時(shí)才可以使用間斷焊。其它高強(qiáng)鋼材料用的不多要求也更高一些��。
焊縫減弱系數(shù)Wr:全焊透對接或開破口的Wr=1.0��;開破口的部分焊透的Wr=0.75;僅填角焊縫Wr=0.5.
復(fù)合板復(fù)層和堆焊層上焊接附件的要求:附件可以直接焊在堆焊層表面����;復(fù)合板設(shè)備如果要在覆層上焊接附件需滿足:附件焊接的焊縫應(yīng)力不超過10%的覆層材料和附件材料的較小值;如果大于10%要直接焊接在基層上����。
4.2.5.7高強(qiáng)度鋼焊接接頭的特別限制—很少用不記錄��。
注意整體法蘭坡口和焊腳有個(gè)特殊的結(jié)構(gòu)��。
部分焊透結(jié)構(gòu)要求很少用不截圖了��。
版權(quán):如無特殊注明,文章轉(zhuǎn)載自網(wǎng)絡(luò)�,侵權(quán)請聯(lián)系cnmhg168#163.com刪除!文件均為網(wǎng)友上傳�,僅供研究和學(xué)習(xí)使用,務(wù)必24小時(shí)內(nèi)刪除��。

